
ど~も、らきしにです。
今回は、ガス圧接が終了後の検査について書きます。
ガス圧接部の検査方法には、超音波探傷検査や抜き取り検査で行います。
圧接の事↓

引っ張り試験↓

超音波探傷検査を行う際は、外観目視検査(見た目)も併用して行います。
機械を使用した探傷試験は、1日作業1班に対して1ロット30カ所。
外観目視検査に関しては、全数行います、
超音波探傷検査とは

人間の耳には聞こえない高い周波数の音波を圧接部に向け発し、その反射エコーを探傷器に表示して内部の異常や欠陥を調べます。
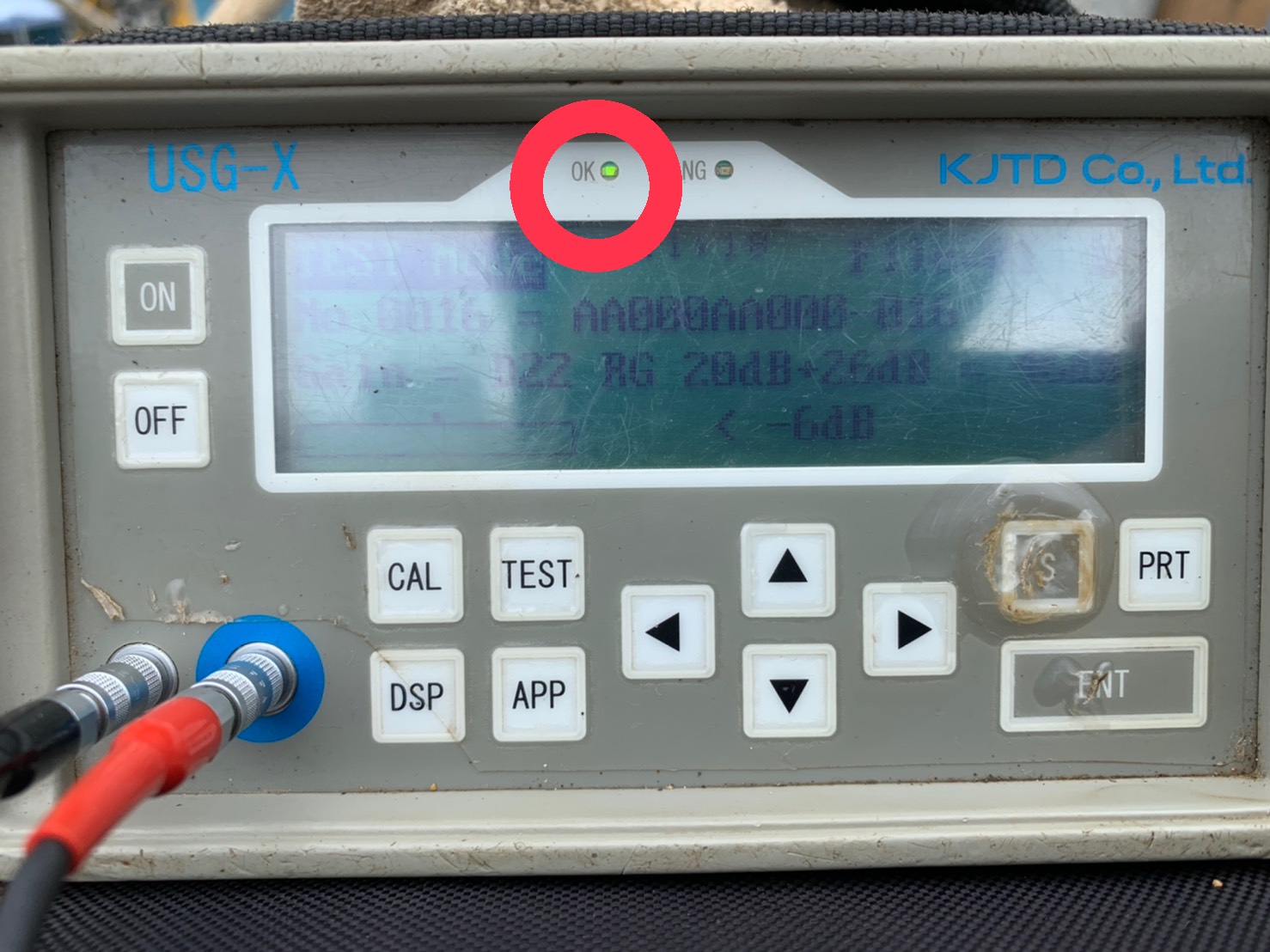
OKランプが光れば大丈夫です。
内部に不具合や欠陥があれば、隣のNGランプが光ります。
これだけ覚えとけば大丈夫です。
詳しく書くと理解が難しいので、また今度。
外観目視検査
外観目視検査とは、そのまんま見た目の検査です。
ガス圧接に関しても外観目視検査は必要になります。
圧接業者も基本的には、自主検査ということで自分たちで検査するのですが、現場としてはそれだけでは認められません。
第3者機関による検査が必要になります。
そこで、超音波屋さんの登場です。
今回は、ゲージを使った基本的な検査を紹介します。
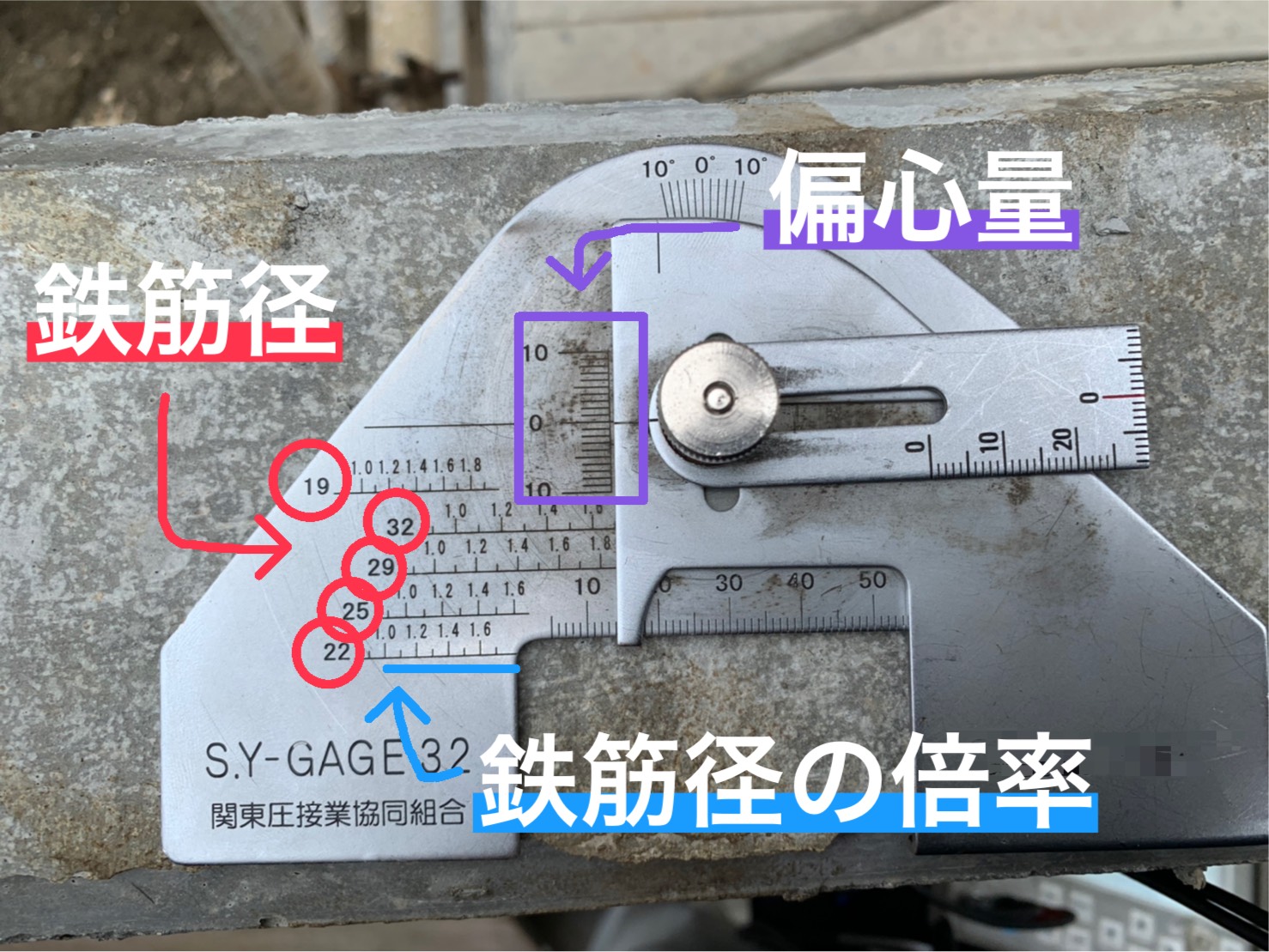
圧接する鉄筋は直径19ミリ~51ミリあり、ミリ数の前にDを付けます。
直径19ミリの鉄筋ならD19といいます。
上記の画像の鉄筋径が現場では多いです。
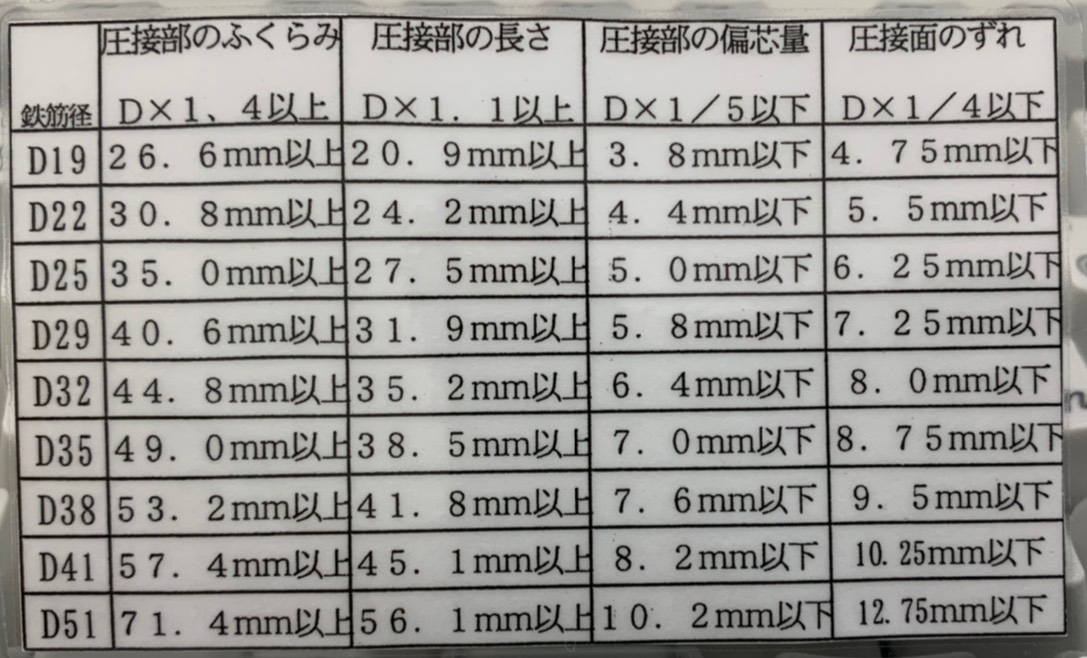
ふくらみの大きさ(直径)
ふくらみの大きさは、こぶの直径です。
鉄筋径の1.4倍(1.4d)以上あれば合格です。
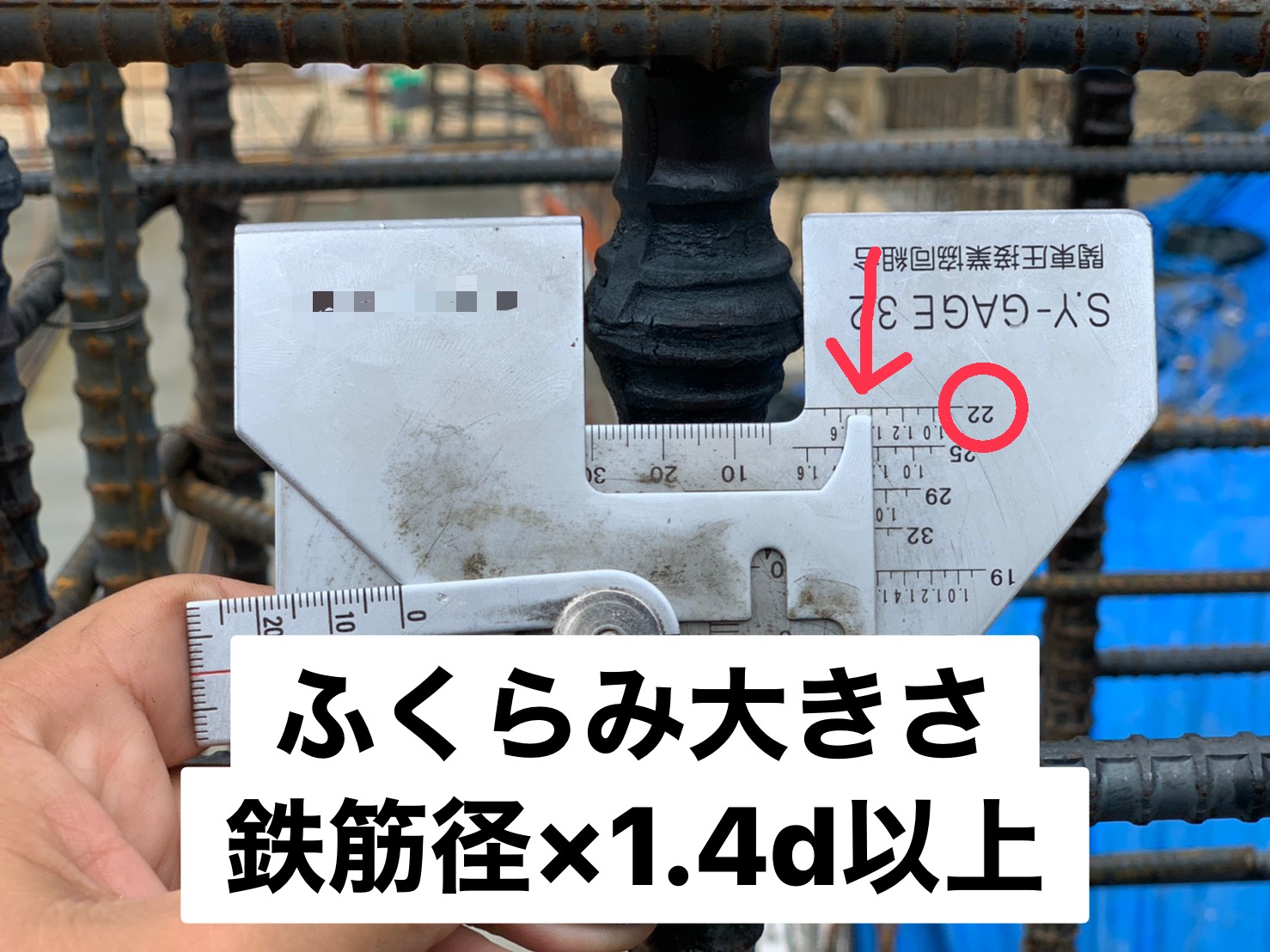
以上なので、設定したゲージが通らなければ合格です。

不合格例:ふくらみ不足
ふくらみの長さ
ふくらみの長さは、鉄筋径の1.1倍(1.1d)以上あれば合格です。

ふくらみの長さは、ふくらみ始めからふくらみ始めまでです。
ゲージの幅よりマーカーの位置が超えてれば合格です。
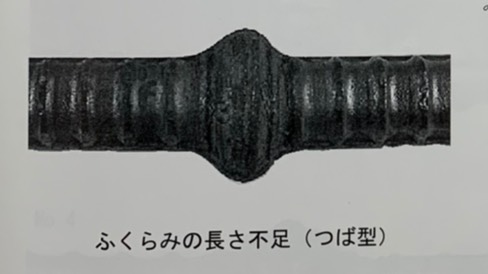
{出典:社団法人 日本圧接協会「鉄筋接手部外観検査マニュアル(案)2007年」}
不合格例:ふくらみの長さ不足
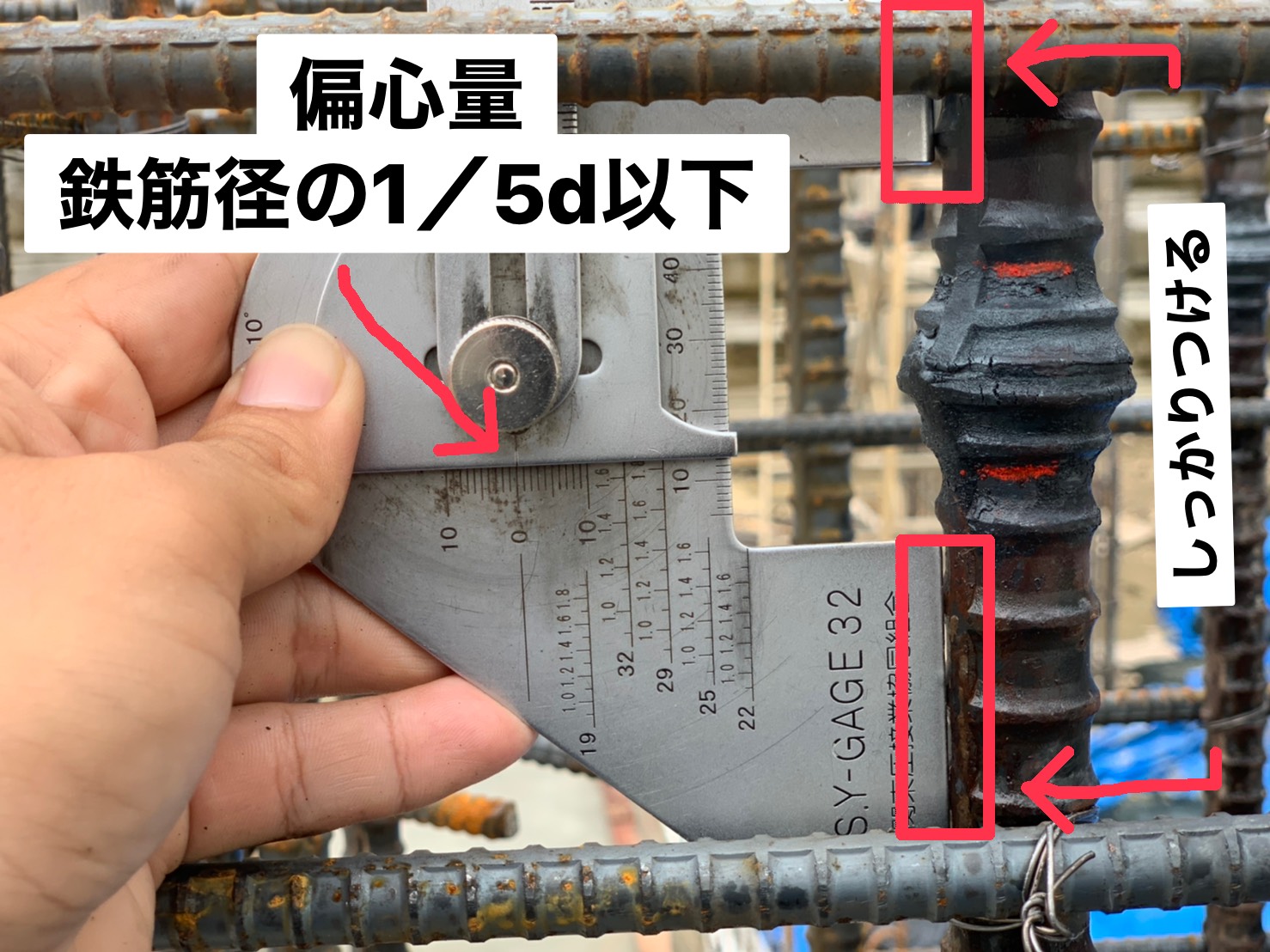
偏心量
偏心は圧接する鉄筋と鉄筋の中心軸のずれのことです。
鉄筋径の1/5(d)以下で合格です。
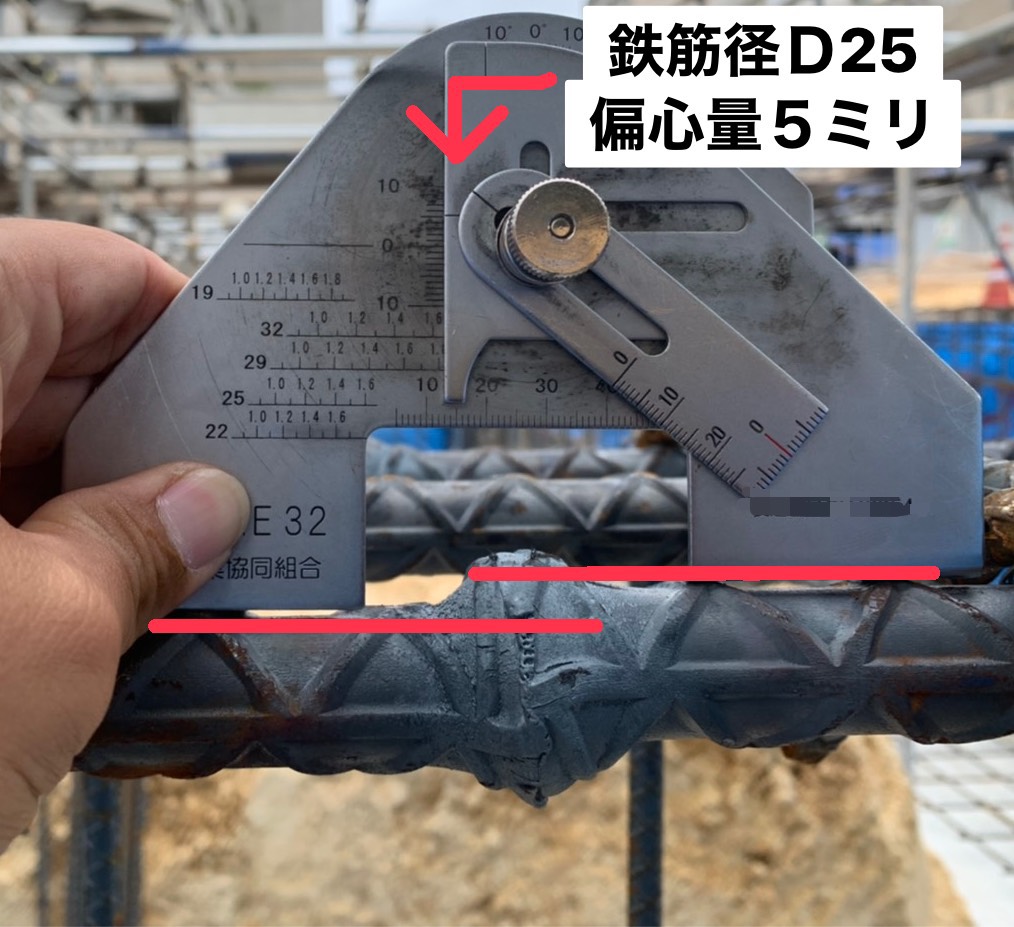
不合格例:5ミリ以下なのでギリですが、やり直しましょう。
圧接面のずれ・片ふくらみ・垂れ下がり・焼き割れ
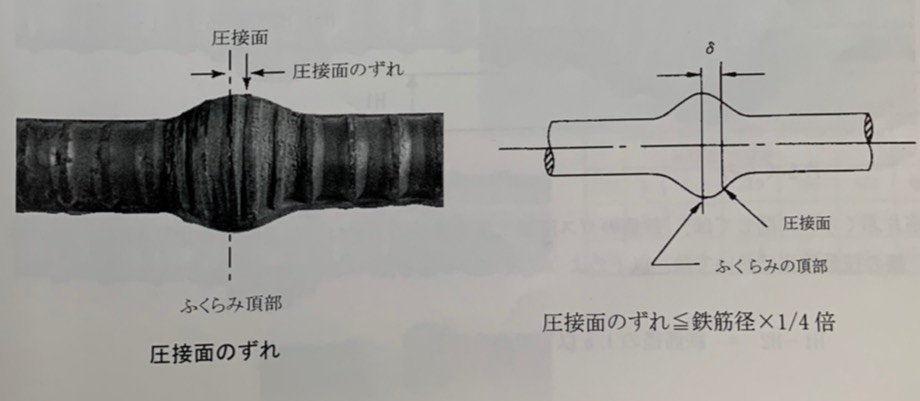
{出典:社団法人 日本圧接協会「鉄筋接手部外観検査マニュアル(案)2007年」}
圧接面のずれは鉄筋径の1/4以下です。
ふくらみの頂点から圧接面までのずれを確認します。
他にも
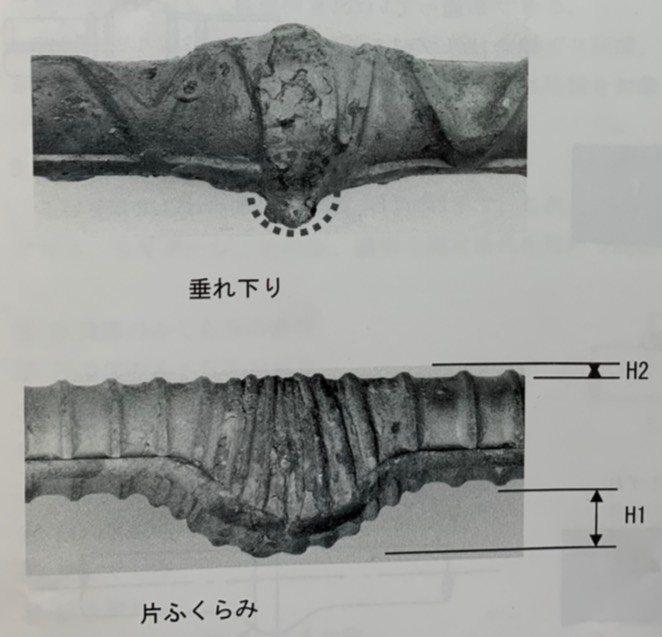
{出典:社団法人 日本圧接協会「鉄筋接手部外観検査マニュアル(案)2007年」}
垂れ下がりは6ミリ以下。
片ふくらみは
H1-H2が鉄筋径の1/5以下。
{出典:社団法人 日本圧接協会「鉄筋接手部外観検査マニュアル(案)2007年」}
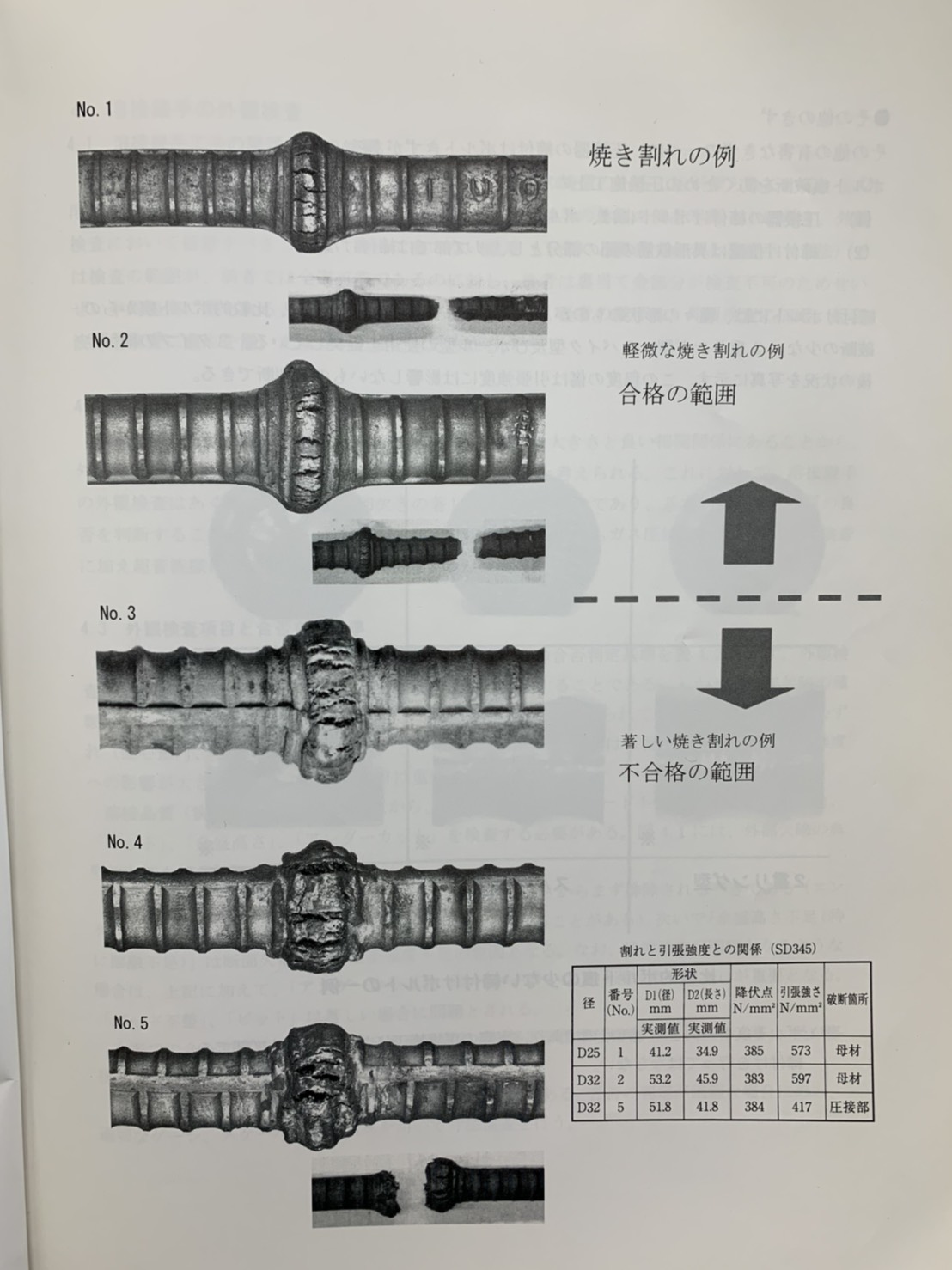
焼き割れでの不合格は、僕が見た現場では1度も見たことがありません。
垂れ下がりも片ふくらみも、ほぼないので大丈夫でしょう。
まとめ
ガス圧接の後は、超音波探傷検査と外観目視検査を行っております。
必要ならば上の画像を使用してください。
公共の現場ではほとんど、管理・設計の方との立ち合いをして一緒に検査・写真に残していきます。
現場では、経験の少ない監督の方が担当になることが多いので、現場監督の方はこちらで勉強してもいいと思います。